
Az acéliparban gyakran halljuk a meleghengerlés és a hideghengerlés fogalmát, de mik is ezek valójában?
Az acél hengerlése főként meleghengerlésen alapul, míg a hideghengerlést főként kis formák és lemezek gyártására használják.
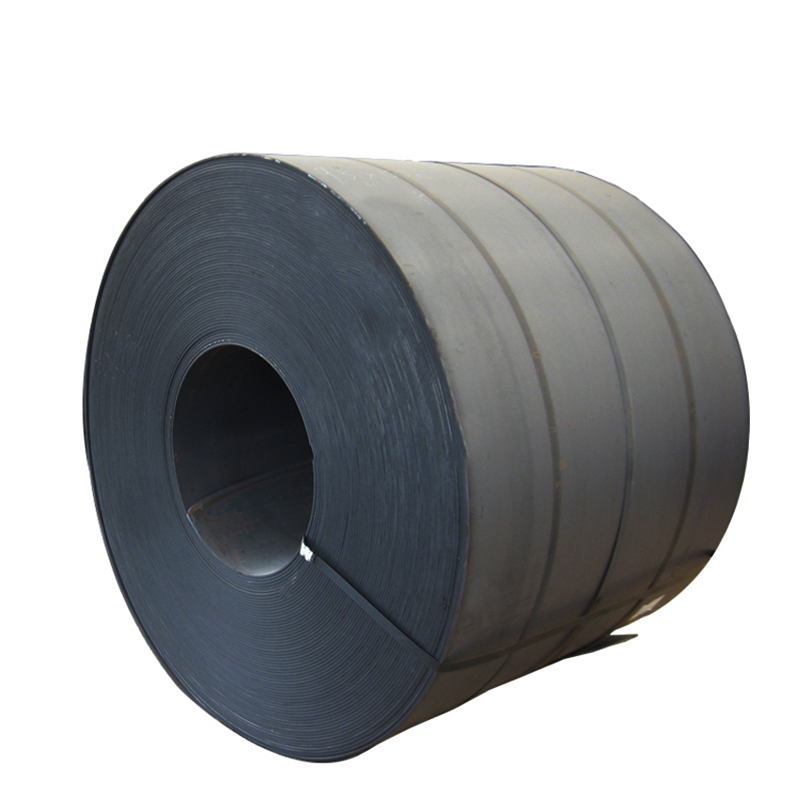
Az alábbiakban az acél közönséges hideghengerlése és meleghengerlése látható:
Huzal: Átmérő 5,5-40 mm, tekercs alakú, teljes egészében melegen hengerelt anyag. Hidegen húzott.
Köracél: A fényes anyag pontos mérete mellett, amelyet általában melegen hengerelnek, kovácsoltak is (felületi kovácsolási nyomok).
Szalagacél: Mind melegen, mind hidegen hengerelt acél esetében a hidegen hengerelt anyag általában vékonyabb.
Acéllemez: a hidegen hengerelt lemez általában vékony, például autóipari lemez; a meleghengerlésnél vastagabb lemezek is vannak, hasonló vastagságúak, mint a hideghengerlés, és a megjelenésük is nyilvánvalóan eltérő.
Szögacél: Teljesen melegen hengerelt.
Acélcső: hegesztett, melegen hengerelt és hidegen húzott.
Csatorna- és H-alakú acél: melegen hengerelt.
Betonacél: melegen hengerelt anyag.
A meleghengerlés és a hideghengerlés az acéllemez vagy profil alakításának folyamatai, amelyek nagy hatással vannak az acél szerkezetére és tulajdonságaira.
Az acélhengerlés főként meleghengerlésen alapul, a hideghengerlést pedig általában csak precíziós acél, például kisméretű acél és acéllemez gyártásához használják.
A meleghengerlés befejezési hőmérséklete általában 800 ~ 900 °C, majd általában levegőn hűtik, így a meleghengerlési állapot egyenértékű a normalizáló kezeléssel.
Az acél nagy részét meleghengerléssel hengerelik. A melegen hengerelt állapotban szállított acél a magas hőmérséklet miatt oxidréteget képez a felületén, így bizonyos korrózióállósággal rendelkezik, és szabadban tárolható.
Ez az oxidréteg azonban a melegen hengerelt acél felületét is érdessé teszi, a méretingadozás nagy, ezért sima felületre, pontos méretre, az acél jó mechanikai tulajdonságaira van szükség, melegen hengerelt félkész termékeket vagy késztermékeket kell alapanyagként használni, majd hidegen hengerelni.
Előnyök:
A fröccsöntési sebesség gyors, a kibocsátás magas, a bevonat nem sérült, és a felhasználási körülmények igényeinek megfelelően különféle keresztmetszetű formákká alakítható; A hideghengerlés nagy képlékeny alakváltozást eredményezhet az acélban, ezáltal növelve az acél folyáshatárát.


Közzététel ideje: 2023. szeptember 19.



